Даже начинающий сварщик способен обеспечить высокое качество соединения при выполнении горизонтальных швов. Поэтому для создания оптимальных условий при проведении ручной и автоматической сварки применяют специализированное оборудование ― сварочный позиционер.

Назначение сварочных позиционеров
Оборудование предназначено для облегчения и повышения эффективности работы сварщика. На нем можно выполнять большинство типов сварных соединений. При использовании позиционеров для сварочных работ повышается качество швов и безопасность оператора за счет надежного крепления заготовок, уменьшается время выполнения операций. Легкость перемещения деталей позволяет проводить сварку в удобном положении. Поэтому позиционеры облегчают работу с крупными заготовками цилиндрической формы и многоуровневыми конструкциями. Кроме сварки проводят наплавку деталей сложной формы.
Позиционер значительно облегчает работу для сварщика.
Разновидности устройств
По виду движений позиционеры подразделяют на три типа:
- наклоняемые;
- вращательные;
- наклонно-вращательные (универсальные).

Устройства также классифицируют по грузоподъемности и числу выполняемых перемещений относительно линии горизонта:
- Одноосевой вращает детали только в горизонтальной или вертикальной плоскости.
- Двухосевой перемещает заготовки по двум плоскостям за счет изменения положения рабочего стола.
- Трехосевой позволяет регулировать положение деталей по высоте, углу наклона, оси вращения.
- Двухстоечный монтируют между двумя стойками, установленными на опорной плите. Конструкция, похожая на колыбель, позволяет регулировать угол перемещения заготовок по двум плоскостям ― вращения и наклона в пределах 180⁰.
Для работы с длинномерными деталями на станину сварочного позиционера или отдельно устанавливают заднюю бабку. Для предотвращения провисания заготовок применяют промежуточные стойки с роликами (люнеты).
Автоматизация процесса
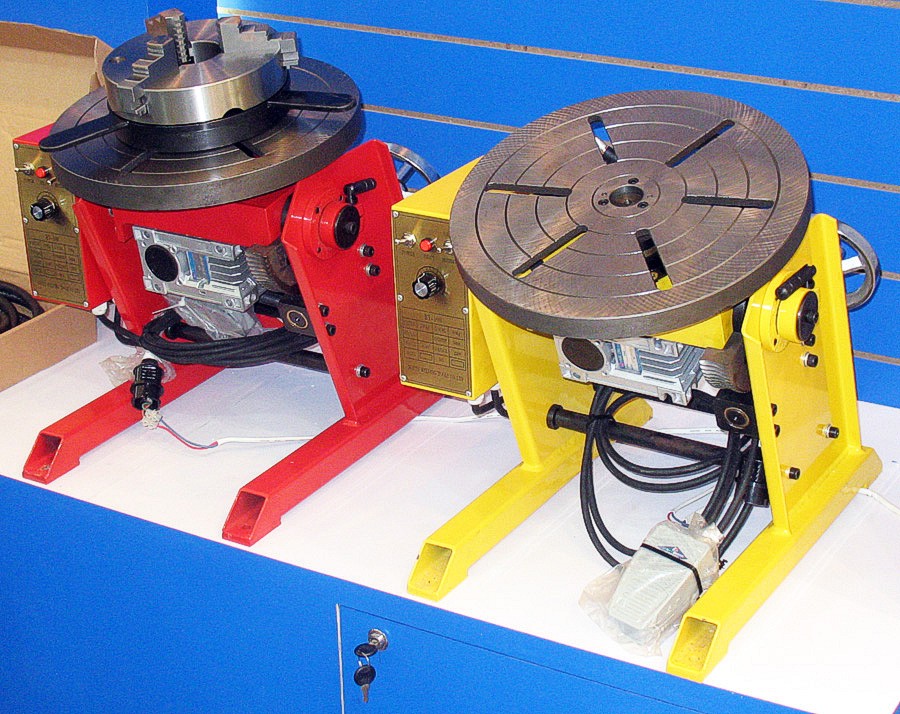
Ручные позиционеры выполняют только вращательное движение в одной плоскости. Детали закрепляются в патроне с тремя (четырьмя) кулачками или на планшайбе с крепежными планками, которые установлены в Т-образных пазах. Заготовки вращают через механический привод, нажимая на педаль. Основным недостатком считают низкую эффективность из-за необходимости вручную устанавливать угол наклона заготовки.
Автоматизированные позиционеры повышают производительность сварочных работ за счет вращения и поворота рабочего стола шаговыми электродвигателями. Они обеспечивают высокую точность установки сварочной головки по отношению к деталям. Программируемыми устройствами с манипулятором сварочной горелки, через которую подается присадочная проволока, выполняют швы сложной конфигурации высокого качества под флюсом и среде инертного газа в автоматическом режиме. Скорость вращения у разных моделей регулируется от 0,01 до 16 об/мин с контролем по цифровому индикатору.
Роторные позиционеры относят к отдельному виду, кроме поворотного стола они оснащены вращающейся консолью. На таких устройствах выполняют внутренние швы и многослойную наплавку деталей сложной формы без затрат времени на переустановку.
Критерии выбора сварочных позиционеров
Для выполнения кольцевых и прямых швов в небольшой мастерской и домашних условиях достаточно недорогого ручного или полуавтоматического позиционера. Промышленные предприятия для выпуска массовой продукции пользуются автоматическими устройствами с программным управлением.
Позиционеры для сварки выбирают по следующим параметрам:
- Грузоподъемности с учетом максимального веса заготовок, которые придется сваривать. На устройствах с большой грузоподъемностью изменение положения рабочего стола выполняется гидравлическим приводом или через зубчатую передачу (редуктор).
- Функциональным возможностям в зависимости от сложности сварочных работ, которые нужно проводить. Если средства позволяют, оптимальным вариантом будет устройство с регулировкой положения рабочего стола по двум, но лучше трем осям. На нем возможно выполнение угловых, стыковых, кольцевых швов без дополнительной обработки.
- Скорости вращения.
- Углу наклона стола. В зависимости от конструкции с регулировкой от – 90 до + 90⁰ у двухстоечных конструкций в обе стороны или до 135⁰ в одну у других.
- Величине эксцентриситета детали при вращении. Для его компенсации в устройствах с ЧПУ предусмотрено автоматическое поддержание длины дуги на заданном уровне.
Помимо окраски и наплавки на сварочных позиционерах проводят шлифование, сверление отверстий, окрашивание. Их также используют для ускорения сборки простых изделий и узлов сложных конструкций.







