Инверторные сварочные устройства набрали большую популярность сегодня благодаря своей эффективности, компактности и мобильности. Но, как и с другим оборудованием, чем чаще использовать сварочный инвертор, тем быстрее он выйдет из строя. А если использовать неправильно, то жизненный цикл закончится еще раньше. Однако, это не значит, что устройство требуется сразу менять, если оно не варит, иногда можно попробовать исправить мелкие неполадки самостоятельно. В этом материале подробнее о самостоятельном ремонте сварочных инверторов.

- Устройство сварочного инвертора
- Частые неисправности и способы устранения
- Не включается
- Нестабильная сварочная дуга
- Не регулируется сварочный ток
- Электрод прилипает к металлу
- Перегрев
- Повышенное энергопотребление
- Диагностика и порядок ремонта сварочного инвертора
- Особенности ремонта платы управления
- Полезные советы
Устройство сварочного инвертора
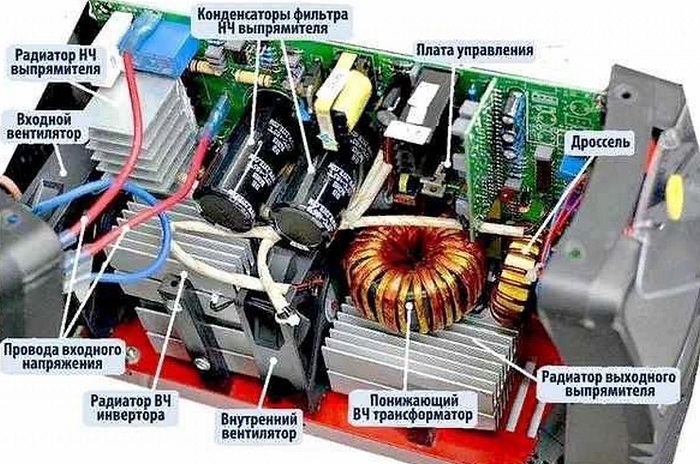
Перед тем, как говорить о ремонте сварочного инвертора, нужно изучить обычный состав этого аппарата, чтобы знать, какие детали наиболее подвержены поломкам. Так, внутри сварочного инвертора обязательно будут:
- Первичный выпрямительный блок. Это диодный мост в начале всей цепи. На него напряжение попадает в первую очередь, поэтому к нему подключен радиатор, чтобы выпрямитель не нагревался. Радиатор охлаждается вентилятором, также предусмотрен термодатчик, не позволяющий блоку нагреваться до 90°C.
- Конденсаторный фильтр. Состоит из пары конденсаторов, которые подключаются к выпрямительному блоку, чтобы снижать влияние пульсаций переменного тока.
- Подавляющий помехи фильтр. Расположен перед выпрямителем сварочного инвертора, чтобы устранять электромагнитные помехи.
- Инвертор. Он преобразует переменный ток в постоянный. Устройства с такими инверторами могут быть двухтактными полумостовыми или просто мостовыми. Отличаются они количеством транзисторов, их может быть 2 или 4. Чем больше транзисторов, тем мощнее сварочный аппарат, но тем он и дороже. Транзисторы ставят на радиаторы для дополнительной защиты от перегрева, а перед ними самими еще размещается RC-фильтр.
- Высокочастотный трансформатор. Ставится после инвертора, чтобы снизить высокочастотное напряжение. Это позволило не просто снизить потери мощности, но и сделать сам сварочный инвертор компактнее.
- Вторичный выходной выпрямитель. Это мост с диодами, реагирующий на высокочастотный ток. У него тоже есть радиаторы, защищающие от перегрева, а также RC-фильтры, не дающие скачкам напряжения влиять на оборудование. На выходе здесь есть две клеммы из меди, чтобы подключить кабель массы и силовой кабель.
- Плата управления. Чтобы управлять всеми операциями сварочного инвертора нужна система с микропроцессором, которая будет контролировать работу всего устройства с помощью разнообразных датчиков. Микропроцессор способен подобрать параметры тока под разные металлы, экономить электроэнергию и дозировать нагрузку.
- Реле плавного пуска. С ним во время запуска инвертора не сгорают диоды.
Сварочные инверторы могут работать как от обычной электросети, так и от трехфазной. Это зависит от модели устройства.
Инверторные сварочные устройства сложнее трансформаторных, поэтому для ремонта пригодятся знания электротехники.
Частые неисправности и способы устранения
Разобравшись с функциями основных компонентов, будет проще понять, какие неисправности сварочных инверторов распространены и как проводить их ремонт. О самых частых поломках подробнее далее.
Не включается
Если сварочный инверторный аппарат вообще не включается, то ремонт скорее всего требуется сетевому кабелю. Чтобы узнать наверняка, нужно снять кожух с устройства и прозвонить все провода кабеля, обычно этого достаточно, чтобы найти разрыв.
Но если кабель будет в порядке, проблема может быть в дежурном источнике питания, здесь поможет только профессиональный ремонт.
Нестабильная сварочная дуга
Если вдруг инвертор варит рывками и стреляет, возможно, у него неправильно настроена сила тока и она не подходит под диаметр электрода. Иногда на упаковке с электродами не указывают подходящие значения силы тока, но их можно рассчитать по простой формуле: каждый миллиметр требует не менее 20 А тока, но не более 40 А.
Здесь проверяют и скорость инверторной сварки. Чем меньше скорость варки, тем меньше устанавливают силу тока. Определить подходящую силу тока можно по таблицам, а механический ремонт не потребуется.
Не регулируется сварочный ток
Сложности с регулировкой сварочного тока обычно вызываются:
- Поломкой регулятора.
- Дефектами контактов проводов регулятора.
Чтобы проверить это, изучают все соединения проводников — визуально и мультиметром.
Также бывает, что не регулируется ток из-за замыкания в дросселе или поломки вторичного трансформатора. Их тоже проверяют мультиметром.
В качестве ремонта здесь чаще всего требуется замена детали.
Электрод прилипает к металлу
Иногда электрод может прилипать к свариваемому материалу, и происходит это из-за падения напряжения в сети. Чтобы избежать такого прикипания, в качестве ремонта потребуется правильно настроить режим сварки.
А падать напряжение может из-за излишней длины сетевого удлинителя или если у удлинителя сечение менее 2,5 мм2. Ремонт здесь заключается в замене удлинителя или подключении инвертора к генератору.
Перегрев
Перегрев — распространенная проблема сварочных инверторов. Из-за него и происходит большинство всех самопроизвольных отключений. В этот момент загорается индикатор, термозащита срабатывает, и оборудование отключается, остывая.
Чтобы этого не происходило ремонт не требуется, нужно просто придерживаться режима продолжительности включения. Если указано, что ПВ — 60%, это значит, что аппаратура должна работать 6 минут (60%), а отдыхать потом — 4 (40%).
Повышенное энергопотребление
Излишнее потребление энергии, даже если сварочный инвертор не используется, может возникать из-за межвиткового замыкания в любом из трансформаторов. В этом случае нужно переделать обмотку на трансформаторе, и сделать такой ремонт может только человек с опытом.
Диагностика и порядок ремонта сварочного инвертора
Тому, у кого есть навыки работы с радиоэлектроникой, точно не будет сложно провести диагностику и ремонт сварочных инверторов своими руками. Но сначала проверяют устройство на повреждения, а после изучить всю изоляцию кабелей, соединения в гнездах. Иногда для ремонта достаточно просто зачистить контакты, подтянуть болты.
После визуальной проверки, нужно снять кожух и открыть внутреннюю часть оборудования, где будут:
- плата с транзисторами;
- плата управления;
- выпрямительные диоды;
- выпрямитель сетевого напряжения;
- система охлаждения;
- ручки, переключатели.
Нередко причины неполадок видны уже здесь: конденсаторы могут быть вздутыми, пайки деталей повреждены, контакты оборваны. Но если все в порядке, начинается проверка всех элементов:
- Силовые диоды прозванивают тестером, у мультиметра есть подходящий режим диодов. Щупы подсоединяют к выходным клеммам, и если в одну сторону прозвон идет, а в обратную — нет, значит ремонт не нужен.
- Силовые транзисторы наиболее уязвимы. Так как они идут блоками, если один блок разрушается, то и все после него перестают работать. Поэтому каждый транзистор проверяется отдельно.
- К ножкам каждого из них подключают щупы, черный слева и красный справа. В таком положении щупов должен проходить сигнал, но если их поменять местами, сигнала быть не должно. Важно, чтобы показатели с каждого транзистора, если они вообще есть, были примерно равны. Чтобы проверить внутренние диоды, черный щуп должен быть на средней ножке, а красный на левой. Для проверки затвора красный щуп просто перемещается на правую ножку, а черный не меняет положение. Далее проверяется кнопка. Если ее контакты прозваниваются в положении «Включить», значит ремонт не нужен.
- Проверка нужна и сетевым мостам, хотя они редко выходят из строя. Перед тем, как работать с ними, лучше снять плату, отпаяв провода. Черный щуп размещают на вывод с «+», красным по очереди касаются каждого свободного вывода моста. Потом эту же процедуру повторяют, переставив красный щуп на «-». Если всегда тестер показывает какие-то числа, значит, диодный мост ремонта не требует.
- Полевой транзистор проверяется так же, как и силовой.
- Силовым узлам потребуется уже не мультиметр, а осциллограф. Его устанавливают в режим проверки напряжения. Устройство нужно подключить к сети через лампочку, и если напряжение на выходе есть, то лампочка загорится. То есть ремонт не требуется.
- Если в предыдущем тесте лампочка не загорелась, возможно, сломался зарядный резистор. Чтобы узнать наверняка, проверяется ПТЦ и НТЦ цепочки.
- Оттого, в порядке ли плата управления ключами, зависит работа всего инвертора, поэтому этот элемент можно считать самым сложным для ремонта. Подробнее о нем будет рассказываться в следующей части статьи.
- Обратная связь. На тестере выставляют напряжение в 20 В, черный щуп установить на клемму, а красный подсоединить ко второму выводу. Обычные показатели напряжения — 14–50 мВ, если их больше, около 500, значит, есть обрывы обратной связи.
- Остается проверить только блок питания. Его переводят в режим «включено» и проверить на напряжение 300 В, передающееся с конденсатора на плату инвертора. Цепочки и транзистор тоже проверяются, по очереди. Обычно на поломку транзистора указывает то, что устройство не включается или включается, но ненадолго. Перед проверкой блока питания инвертор обязательно отсоединяется от электросети.
Так, чтобы проверить части сварочного аппарата, нужно использовать осциллограф и мультиметр. А вот для ремонта пригодятся ортофосфорная кислота, технический фен или паяльник. Этого будет достаточно, чтобы починить и дежурку, и диоды, и транзисторы.
Особенности ремонта платы управления
Плата управления — один из самых сложных и важных элементов всего устройства, ведь от платы управления зависит работа всех остальных частей. Сначала будет использоваться осциллограф, а после можно применить и мультиметр.
Включенный сварочный инвертор проверяется в режиме напряжения до 20 В. Регулятор выводят на минимум, черный щуп должен оказаться на клемме, а красный — на шестом выводе. Когда регулятор будет выводиться к максимуму, напряжение тоже должно меняться. Например, если предполагается 160–200 А, то изменение будет в диапазоне 2,4-3,2 В.
Если будут найдены неполадки, то ремонт сделать можно только умея работать с радиоэлектроникой.
Полезные советы
Уметь проводить диагностику ремонт инверторных сварочных аппаратов своими руками — очень полезный навык, но также стоит знать, какие меры стоит предпринимать, чтобы избежать самого появления многих неполадок.
Так, скорый ремонт потребуется, если не учесть:
- Скопление пыли. Разбирать сварочный инвертор и чистить его нужно хотя бы раз в полгода, а лучше чаще. Для чистки выбираются мягкие кисточки или сжатый воздух.
- Воду, которая может попасть внутрь устройства или конденсировать там.
- Падение напряжения до 190 В или его резкие скачки.
- Механические повреждения, так как падения и столкновения могут навредить внутренностям инвертора.
- Важность естественного охлаждения (учитывайте ПВ — продолжительность включения).
- Плотность подключения контактов.
- Целостность кабелей.
- Систему отведения тепла.
- Качество замен для вышедших из строя элементов.
Проверять сварочный инвертор на визуальную целостность лучше перед каждым использованием.
Инверторный сварочный аппарат — отличная техника, обладающая множеством преимуществ. Но чтобы пользоваться этими возможностями, стоит соблюдать правила использования сварочного инвертора. А о том, как проводить правильную диагностику системы и как отремонтировать сварочный инвертор, подробно рассказывает этот материал.







