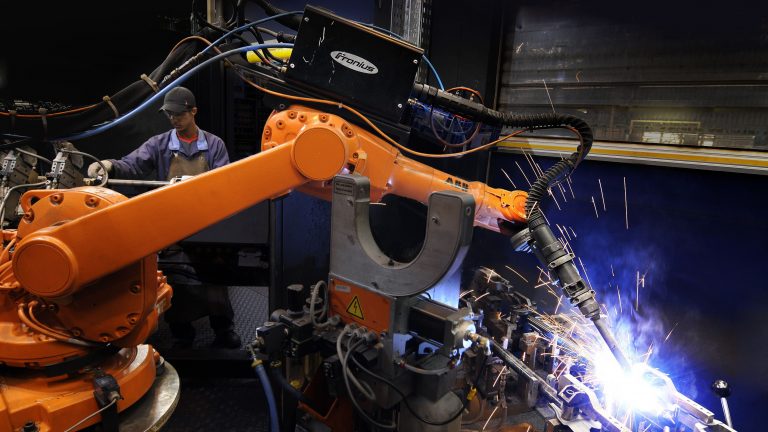
Роботизированная сварка – это разновидность автоматизированного процесса, характеризующаяся высокой точностью. Программируемые роботы заменяют сварщиков, увеличивают производительность работ в десятки раз. Сварочный робот – обязательная часть конвейерного производства, где есть сварочные операции. Например, при сборке машин, бытовой техники, оборудования.
Суть и применение роботизированной сварки
Роботы выполняют работы по сварке на протяжении многих часов. Им не нужны перерывы на обед. Некоторые модели работают при перебоях напряжения, просадке сети. Роботизированная сварка эффективна при больших объемах. Роботы перед сварочной операцией правильно позиционируют детали, устанавливают их с необходимым зазором. Рукой-манипулятором они делают это гораздо точнее, чем человек. Шов получается ровнее. Размер детали не имеет значения для роботизированной сварки, «руку» можно настроить на любое расстояние.
С помощью роботов металл сваривают и режут, чаще используют точечную, электродуговую, аргоновую сварку, допустимо формирование сварного соединения с использованием флюса. Манипуляторы создают равномерный шовный валик, механизация исключает человеческий фактор, не нужно следить за ванной расплава, дуга в несколько миллиметров поддерживается в автоматическом режиме. На прокладку не влияет позиция захвата заготовок, отклонение захвата не превышает 5 мм.
Сварочные роботы применят при сборке машин, бытовой техники, оборудования. Очень часто с их помощью не только сваривают, но и режут металл.
Устройство сварочных роботов
Автоматизированное устройство – это аппарат, установленный на прочную основу с шарнирным поворотным механизмом. Корпус свободно вращается вокруг оси. Робот для сварки оснащен:
- источником тока;
- преобразователем вольт-амперных характеристик;
- подающим устройством.
Предусмотрено табло, пульт с программным обеспечением, баллон с инертным газом. Управляемая «рука» состоит из нескольких частей. От трех до шести отрезков соединяются поворотными узлами. На конце руки-манипулятора закрепляется газовая горелка, в рабочую зону в автоматическом режиме подается присадка – сварочная проволока, подачей газа создается защитная атмосфера.
До запуска оборудование настраивается, определяются параметры сварки. Задаются координаты передвижения робота-сварщика, чтобы его действия ограничивались расположением инструмента. Работа производится автоматически, без участия оператора. Возможно создание криволинейных швов любой сложности. Движение сварочного робота запрограммировано, горелка движется по заданной траектории, а не по шаблону, как в автомате.
В конструкции простейшего оборудования манипулятор поднимает до 25 кг веса, для каждого типа сварки разработана индивидуальная программа. Некоторые доукомплектовывают роботов-сварщиков обучающими брошюрами, видеоуроками. Добавляют специальные держатели для фиксации заготовок в определенном положении. Электронику можно настроить на подготовительные работы, он будет зачищать металл, обезжиривать, производить другие манипуляции.
Преимущества и недостатки
Роботизация сварки оптимизирует технологический процесс, роботизированные автоматы заменили сварщиков. Преимущества автоматизации работ:
- повышается качество соединений;
- однотипные операции выполняются с одинаковой скоростью (человек на такое не способен);
- оборудование перенастраивается в процессе работы в считанные минуты;
- уменьшается процент брака;
- поддерживается стабильное горение дуги, сохраняется интервал между заготовкой и электродом;
- длительность работы намного выше;
- расходы на оборудование быстро окупаются за счет исключения ручного труда, повышения производительности;
- расходы на техническое обслуживание несоизмеримо меньше фонда зарплаты сварщиков с обязательными отчислениями;
- оператор, настраивающий технику, действует по переделенным алгоритмам, не требующим специальных знаний, его недолго обучать;
- безопасность – нет термического и лучевого воздействия на людей;
- экономический эффект;
- не нужна система контроля, эту функцию выполняет компьютер.
Теперь о недостатках, они тоже имеются:
- высокая стоимость роботов;
- повторяемость операций, потесано автоматику перенастраивать не будешь, роботы-сварщики используются только на конвейерной сборке, серийном производстве;
- качество сварных работ зависит от опыта оператора, умения настраивать оборудование.
Разновидности сварочных роботов
Разработаны и выпускаются роботизированные модели для сварки:
- плавящимся электродом;
- сварной проволокой;
- вольфрамовыми и графитовыми стержнями;
- контактными медесодержащими электродами (точечная сварка);
- плазмой;
- лазером.
Некоторые производители наладили выпуск гибридных модификаций. Основные различия роботов сварочных:
- длина манипулятора;
- число повторных деталей в составе «руки»;
- выполняемые функции.
Промышленных роботов для сварки выпускают многие производители:
- в Японии, марки Fanuc AM-0iA надежные;
- немецкий агрегат Kuka KR5 – оптимальный вариант соотношения цены и качества;
- оборудование OTC (Almega AII-B4) популярно на сборочных конвейерах автоконцернов;
- модель Motoman EA 1400N гибридная.
Электронные аппараты производят:
- предварительную разметку металла;
- занимаются зачисткой поверхности;
- снимают фаски под нужным углом;
- позиционируют стык с точностью до микрон;
- формируют шов по заданной траектории.
Узлы вращения обеспечивают разнонаправленное движение манипулятора и опорной платформы.
Настройка оборудования
Сварочные роботы предусматривают этапы настройки роботизированного оборудования:
- Калибровка внешних осей движения робота-манипулятора при установке на позиции. Оператор проверяет показатели режима работы на дисплее: длину шва, траекторию. От точности установки внешних осей зависит форма сварочного шва. Отступления на несколько миллиметров приводят к браку.
- Настройка «руки» с инструментом, координация движений подложки сварочной головки и зажимного механизма. Они должны двигаться согласованно, иначе сварка будет не на заготовке, а на подвижном зажимном механизме или манипуляторе.
- Координация окружения. Обычно на конвейере устанавливают сразу несколько сварочных роботов, они не должны мешать друг другу. Создается модель сварочного процесса совместно с другими роботами-манипуляторами, работающими параллельно.
Первые две настройки проводятся обязательно после подключения роботизированного сварочного оборудования к сети, чтобы правильно его установить.
Предварительная калибровка по умолчанию. Проводится операторами завода-изготовителя. Сварочные порты и зажимные механизмы при взаимодействии калибруют до микрон.
https://youtu.be/1Uh_ovqfEhs
Размещение роботизированного сварочного комплекса
При установке роботизированного сварочного комплекса на рабочую позицию соблюдают ряд правил:
- толщина бетонного пола не менее 30 см;
- неровности поверхности больше 5 мм не допустимы;
- фиксация производится съемными анкерными болтами, исключающими сдвиг при вибрации;
- рабочая зона ограждается сигнальной лентой или переносными желтыми заборными панелями;
- размер охранной зоны не менее 1,5 метра;
- предусматривается подключение воздушного провода для охлаждения соединения;
- электропроводка укладывается в металлические кабель-каналы.
Программное обеспечение настраивается только после позиционной установки робота.







