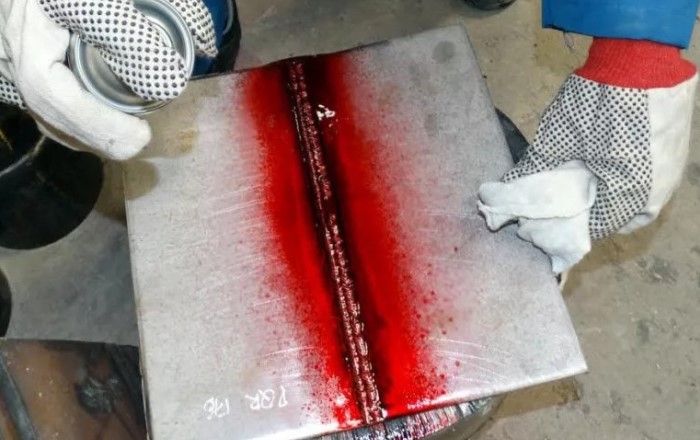
Первичный контроль качества сварных соединений выполняется методом визуального осмотра. На ответственных конструкциях для выявления изъянов невидимых невооруженным глазом дополнительно проводится цветная дефектоскопия. Этим способом выявляют местоположение и размеры трещин, пор, непроваров, раковин на поверхности сварного шва. Метод универсален, проводится без применения сложной аппаратуры работниками с низкой квалификацией.
Суть метода цветной дефектоскопии
Способ основан на капиллярном проникновении, сорбции, диффузии жидкостей. В сущности, цветная дефектоскопия ― это усовершенствованный визуальный контроль. Для обнаружения изъянов размером от 1 микрона применяют индикаторные жидкости и растворы с большой текучестью. При нанесении на поверхность они заполняют мельчайшие капилляры. После обработки проявителем дефекты становятся контрастными, что облегчает визуальное выявление. Методом цветной дефектоскопии проверяют качество и герметичность сварных швов на конструкциях любой сложности.
Необходимые материалы
Основной материал ― это индикаторная жидкость с добавкой красителя, которая называется пенетрант (от английского слова проникать). Для приготовления простого состава смешивают керосин, трансформаторное масло, скипидар, анилиновый краситель. Пропорции нормируются ГОСТом. Цвет раствора должен быть хорошо виден при нормальном освещении. Обычно его делают темно-красного оттенка. Порошкообразные индикаторы широкого распространения не получили, так как для проведения проверки требуется нагрев или смешивание со специальными жидкостями.
В полном объеме цветная дефектоскопия проводится с применением дополнительных материалов:
- Проявители необходимы для создания фона, на котором образуется индикаторный рисунок. Их делают из водных растворов мела или каолина, водорастворимой краски белого цвета.
- Очистителями удаляют пенетрант после проведения контроля. Для очистки возможно применение моющих средств, ПВА (поверхностно-активных веществ), этилового спирта, 50% раствора кальцинированной соды.
- Гасителем пенетранта смывают проявитель с проверяемой поверхности.
Технология проведения
При проведении цветной дефектоскопии сварных швов руководствуются требованиями ГОСТ 18442-80. Проверку выполняют при температуре 5 – 50°C в следующем порядке:
- С поверхности сварных соединений и зоны возле шва металлической щеткой удаляют грязь и шлак. Мелкие шероховатости обрабатывают мелкозернистым абразивом. Очищенную поверхность обезжиривают бензином или ацетоном. Их наносят тряпкой или распыляют. Детали небольшого размера целиком опускают в сосуд с обезжиривающим средством. Если помещение не оборудовано вытяжной вентиляцией процедуру выполняют водным раствором порошковых синтетических составов.
- После просушки кистью или распылителем наносят 3 – 5 слоев пенетранта и оставляют на 5 – 30 минут. Длительность ожидания зависит от конфигурации соединения и материала заготовок (чугун, нержавеющая или углеродистая сталь, алюминий, пластик). Слои наносят так, чтобы нижние не успевали засохнуть. Каждый новый слой должен быть по площади больше предыдущего. Это позволит избежать ошибок, так как резкий переход или наплыв может быть принят за трещину.
- Лишний пенетрант удаляют мягкой тряпочкой смоченной очистителем. Поверхность протирают до тех пор, пока на ней не будет следов индикатора.
- Проявитель равномерным слоем наносят на шов и поверхность рядом с ним. Ждут высыхания или просушивают феном.
- Для обнаружения изъянов соединение осматривают через лупу с увеличением не меньше 5-кратного. Сначала через 3 – 5 минут и повторно спустя полчаса.
Проверку швов емкостей и трубопроводов цветной дефектоскопией на герметичность проводят по упрощенной методике. На наружную сторону наносят водный раствор мела, после просушки внутреннюю часть соединения обрабатывают керосином. Появление темных пятен на лицевой поверхности означает, что на шве есть сквозные дефекты.
Важно!
Проверку выполняют при температуре 5 — 50°C.
Меры безопасности
Поскольку контроль качества сварных соединений методом цветной дефектоскопии проводится легковоспламеняющимися материалами, персонал обеспечивают спецодеждой из негорючей ткани. Вблизи от места проведения проверки не должно быть источника открытого огня или искр. В помещении для постоянной работы устанавливают таблички с запретом курения и правилами пожарной безопасности. Отработанный обтирочный материал должен складываться в емкость из негорючего материала.
Цветной дефектоскопией невозможно выявить внутренние дефекты. Поэтому при проверке конструкций с высокими требованиями по прочности ее дополняют магнитным, радиационным или ультразвуковым контролем. После получения полной картины о состоянии соединения выбирают способ устранения обнаруженных изъянов.







