Сварка ацетиленом — давно известная технология создания прочных, эстетичных швов. Освоив этот метод, можно легко применять его как на черных, так и на цветных металлах, даже если работать нужно с какими-то сложными, экспериментальными сплавами. Но, чтобы использовать сварку ацетиленом, нужно узнать технологию процесса, его особенности. А перед тем, как переходить к практике, лучше сначала изучить теорию.

Принцип ацетиленовой сварки
Суть метода заключается в применении ацетилена в качестве горючего газа. Делают его из воды и карбида кальция, что изначально смешивались в особом генераторе. Помимо этого устройства в состав сварочного аппарата входили:
- баллон с кислородом;
- горелка, снабженная рукояткой с вентилями;
- шланги.
Именно вентилями регулировались оба используемых газа, они должны были сочетаться в правильной концентрации. Но так как приходилось постоянно менять воду и карбид, и сливать после того, как ацетиленовая сварка завершена, технический состав немного изменился. Теперь генераторы уже не используются, на их место пришли баллоны, которые еще на стадии производства заполнены ацетиленом под нужным давлением.

Плюсы и минусы
Среди преимуществ сварки ацетиленом и кислородом:
- Не требуется подключение к электричеству.
- Все оборудование мобильно.
- Можно проводить сварку даже на улице, а также в местах, где обычная сварка не эффективна.
- Легко избежать прожогов, просто удаляя горелку от детали.
- Можно менять степень нагревания сварочной ванны, регулируя направление пламени.
- Качество сварных швов выше, они прочнее, визуально смотрятся аккуратнее.
- Не нужно делать операционный стык.
- Стоимость расходных материалов, а также оборудования невысока.
Недостатки у такого метода сварки тоже есть:
- Площадь нагрева больше, чем при другой сварке, это может повлиять на всю деталь.
- Редко применяется для промышленных объектов.
- Длительность выше, чем у электрической сварки.
- Требуется высокий разряд от сварщика.
- Взрывоопасность высокая из-за применения ацетилена и кислорода.
- Автоматизировать процесс не получится.
- Нельзя сваривать внахлест.
Также нужно помнить, что сваривать детали этим методом может производить только человек с высокой квалификацией, так как это продвинутый уровень.
Технология сварки ацетиленом
Чтобы ацетиленовая сварка была выполнена правильно, необходимо соблюдать технологию. Она описана в следующих шагах:
- Все оборудование проверяется на целостность.
- Подготавливается рабочее место и детали, которые нужно соединить.
- Открывается подача ацетилена, пока не возникнет запах.
- Поджигается горелка.
- Добавляется кислород до появления стабильного пламени синего цвета.
- Давление газа ацетилена обычно устанавливается на 2–4 атм, кислорода — до 2 атм, не выше.
- После можно переходить к сварке.
Существует четыре вида пламени, которое используется при сварке ацетиленом. Все четыре нужно уметь правильно настраивать, иначе горелка вместо сварки начнет портить материалы, с которыми работает.
Основным видом пламени является нейтральный, который состоит из трех элементов:
- Голубого ядра с зеленоватым оттенком.
- Восстановительного пламени светло-голубого окраса, который называется рабочей областью.
- Факела, который также участвует в варке шва.
Неправильная настройка нейтрального пламени приводит к тому, что пламя начинает не сваривать металлы, а резать их, и в нагретый металл поступает слишком много углерода. Это плохо для любого сварочного процесса. Поэтому нужно не допустить, чтобы пламя удлинилось и имело оранжевый наконечник — это явный признак того, что настройка неверна.
Способы сварки
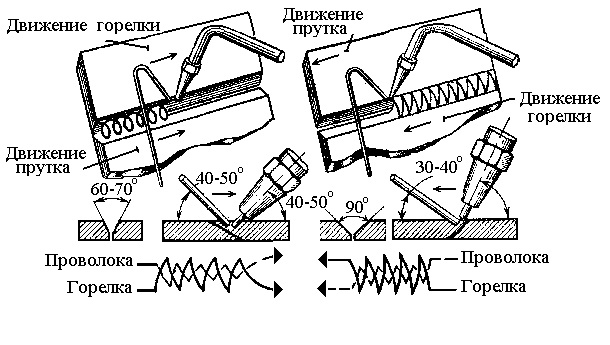
Когда речь идет об ацетиленовой варке, то говорят о двух ее основных видах, имеющих условные названия «на себя» и «от себя».
Метод «на себя» предполагает, что горелка перемещается сварщиком первее присадочной проволоки, разогревая тем самым сварочную ванну до нужного температурного уровня. Пламя должно подаваться под углом 45°. Горелку нужно вращать кругами вдоль шва, а присадка тем временем должна следовать за пламенем и продолжать движение в зоне сваривания.
Когда процесс идет «от себя», проволока размещается перед пламенем. Здесь металл плавится одновременно с присадочным стержнем, поэтому материалы целиком заполняют собой сварную ванну. Здесь важно добиться, чтобы металлы смешивались равномерно, так как если их взаимопроникновение будет слабым, то шов получится низкого качества. Чаще всего этот метод применяется, когда нужно соединить детали из толстого металла.
То, насколько хорошо смешались металлы, трудно понять визуально, так как некрасивые швы могут быть и у очень прочных соединений, а красивые — у не особенно надежных. Поэтому стоит делать как можно меньший зазор между заготовками, а также проводить для большего уменьшения пространства между зазорами прихватки, тогда в качестве шва не будет сомнений.
Параметры, влияющие на качество сварного шва
Чтобы добиться высокого качества шва, нужно учесть на три базовых характеристики, от которых оно зависит. Это:
- Мощность пламени, которым плавится металл.
- Угол, под которым горелка обрабатывает сварочную поверхность.
- Диаметр присадочного прутка.
Первый параметр, мощность, зависит от физических свойств и размеров деталей, которые предстоит сварить ацетиленом. Зависимость проследить легко — чем толще металл, а также чем выше его теплопроводность, тем мощнее должна быть горелка. Мощность же самого устройства определяется расходом газа, чем он больше, тем горелка лучше.
Но здесь мало выбрать самую мощную горелку и использовать ее постоянно, так как иногда излишняя мощность только навредит, поэтому нужно обращать внимание на вид металла. Здесь можно сделать расчеты подходящей мощности по формуле x*n, где:
- N — это в обоих случаях толщина детали;
- X — это числовой коэффициент, который для черных металлов находится в пределах 100–150, а для цветных – 150–200.
Мощность пламени измеряется в л/час.

Угол сварки ацетиленом тоже зависит от толщины металла. Чем они тоньше, тем больше угол наклона. Сначала, вне зависимости от толщины, нужно держать горелку под углом 90°, чтобы быстрее нагреть поверхность, сформировав сварочную ванну. После толщина будет в диапазоне от 1 до 15 мм, а угол наклона, соответственно, от 80 до 10°.
Диаметр прутка также подбирается под толщину металла. Он рассчитывается по формуле, где к половине толщины детали добавляют один миллиметр.
Нужно также учитывать, что с первого раза качественный шов не получить. Хорошо варить ацетиленом с кислородом под силу только опытному сварщику с хорошо набитой рукой.
Оборудование и материалы
Ацетилено-кислородная сварка потребует таких инструментов:
- Баллоны с газами.
- Присадочный материал, подбирающийся в зависимости от рабочего металла, его толщины и иных параметров.
- Исправная горелка.
- Молоток, плоскогубцы.
- Иглы для чистки горелки.
- Металлическая щетка, а также специальные составы для очистки, обезжиривания поверхности рабочих деталей.
- Набор ключей, чтобы прикрепить редукторы и штуцера.
Газовая сварка ацетиленом стала популярной не зря. Она проста для хорошо подготовленного сварщика, не так дорога, не требует сложного оборудования. А швы получаются очень прочными, даже когда соединить нужно сложные конструкции. Главное, знать, как варить ацетиленом, а обо всех теоретических особенностях этого процесса говорится в этом материале.







