После монтажа трубопроводов, технических емкостей важно проверить герметичность соединения, чтобы не было утечки транспортируемых сред, конструкция не разрушалась под давлением. Структурные дефекты сварки, микротрещины в зоне термического влияния выявляют методами капиллярного контроля сварных швов. Для проведения исследований используют контрастные, легко проникающие в микродефекты жидкости. Непровары, свищи, прожоги на поверхности шва видны сразу. Внутренние несплошности металлов и неметаллов (капрона, ПВХ, полиэтилена) определяют с применением аппаратуры для неразрушающей диагностики сварных соединений. Контроль с использованием красителей помогает обнаружить дефект, точно установить размеры структурных нарушений. Благодаря неразрушающему цветовому контролю удается обнаружить критические структурные изменения на сварном соединении и около него, в зоне термического влияния. При нарушении технологии сварки, перегреве у шва образуются остаточные напряжения, приводящие к образованию трещин.

Что такое капиллярный контроль
По сути, метод заключается в заполнении пустот в шве, трещин в зоне термовлияния специальной жидкостью. Контраст появляется на обратной стороне шва, если нарушена герметичность. Процедура капиллярного контроля сварных соединений регламентирована ГОСТ 18442-80. Определены классы чувствительности по минимальному размеру выявляемых несплошностей:
- I класс – определяют дефекты до одного микрона;
- II – от 1 мкм до 10;
- III – 10–100;
- IV – 100–500;
- для технологического класса размер дефектов не нормируют.
Визуальный капиллярный контроль не требует специальной подготовки контролеров. На сварные соединения сначала наносят индикаторный пенетрант, затем проявитель.
Методы капиллярного контроля
Существует несколько способов диагностики:
- путем нанесения индикаторов с последующим визуальным осмотром области сварки (основные);
- с использованием аппаратуры, определяющей внутренние пустоты.
Выбор метода капиллярной проверки зависит:
- от нагрузки, которую будет испытывать сварной шов;
- толщины свариваемых заготовок;
- вида сплава (некоторые металлы склонны к образованию трещин, требуют пристального внимания).
Обе группы методов стоит рассмотреть подробно, у каждого имеются технологические особенности воздействия на исследуемую поверхность.
Основные
Различаются по типу используемого индикаторного состава:
- Проникающие растворы заполняют имеющиеся в шве или около него микротрещины. Применяются для плотных сплавов, имеющих мелкозернистую структуру.
- Фильтрующие суспензии созданы для капиллярного контроля пористых металлов и неметаллов. Помимо проникающей жидкости содержат цветные вещества размером до тысячных долей микрона. Когда проникающая жидкость впитывается в зоне дефектов, частицы остаются видимыми. По количеству красителя можно судить о размере несплошностей.
По химическому составу, спектральным особенностям красители бывают:
- яркостные на основе керосина вызывают потемнение мела в несплошностях, дефектных местах соединений;
- цветные красного цвета быстро вызывают зрительную реакцию дефектоскописта, хорошо различимы на фоне проявителя;
- люминесцентные содержат раствор или суспензию люминофора, хорошо видимы в ультрафиолетовом спектре;
- люминесцентно-цветные содержат два типа контраста, обладают высокой чувствительностью, помогают выявлять внутренние дефекты с использованием диагностического звукового, магнитного или лучевого оборудования.
Обратите внимание!
Тип красителя, класс чувствительности проникающей жидкости или суспензии указывается на этикетке.
Комбинированные
Цветовую капиллярную диагностики для точности определения внутреннего состояния сварного шва нередко совмещают с другими методами неразрушающего контроля:
- капиллярно-радиационный с использованием пенетрантов, поглощающих излучение или способных светиться;
- капиллярно-электростатический основан на способности проникающих жидкостей концентрировать наэлектризованные частички металла;
- капиллярно-электроразрядный выявляет несплошности по изменению поверхностного разряда в местах, заполненных пенетрантом;
- капиллярно-электроиндуктивный основан на изменении электропроводности заполненных контрастом дефектов;
- капиллярно-магнитный проводится с использованием пенетрантов с намагничивающимися наполнителями, они оставляют след на несплошностях;
- капиллярно-акустический выявляет дефекты, заполненные проникающей жидкости, ультразвуком по акустической эмиссии.
Технология проведения капиллярной дефектоскопии
Процесс состоит из нескольких этапов, нехарактерных для других методов неразрушающей диагностики. Процедура должна соответствовать стандарту, тогда результаты будут достоверными. Для капиллярной дефектоскопии сварных швов помимо комплекта специальных жидкостей нужна вода, нетканые или бумажные салфетки, не оставляющие больших ворсинок. Индикатор проявляется в виде пятен, для их расшифровки дефектосписты пользуются лупами, фонариками.
Очистка поверхности
Сварной шов зачищают аккуратно, чтобы частички исследуемого материала не заполнили области дефектов. Рекомендуют сочетать механический и химический способы очистки поверхности с использованием обезжиривающих растворителей, спирта. Их смывают водой, поверхность высушивают.
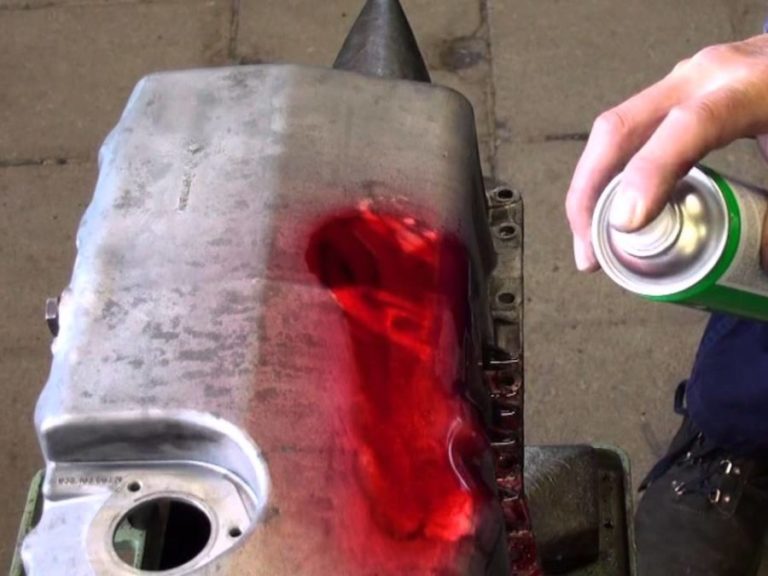
Нанесение индикаторного вещества
Исследуемые образцы окрашивают с одной стороны или полностью погружают в раствор. Жидкость в основном производится в аэрозольных баллончиках, струя подается на поверхность под давлением. Некоторые смеси наносят кисточками. Для капиллярного метода контроля сварных швов используют вакуумные камеры, ультразвук, компрессорные установки, чтобы индикатор лучше проникал внутрь несплошностей.
Есть ограничения по температуре проведения диагностики: не ниже +5°С, не выше +50°С. Время выдержки контраста зависит от применяемого пенетранта, от 5 минут до получаса.
Промежуточная очистка
Лишнюю жидкость или суспензию удаляют так, чтобы она не вымывалась из дефектов, очищают прилегающие к исследуемой области участки. Используют впитывающие чистые салфетки, воду или специальные очистители. Затем снова нужно просушить сварное соединение.
Нанесение проявителя
Проявители бывают двух типов: сухие или жидкостные на водной или органической основе. Чаще это вещество белого цвета, на нем хорошо видны контрастные пятна. В зависимости от типа проявителя поврежденные участки станут видимыми через 5–30 минут.
Процесс выявления дефектов
Финальной операцией капиллярного метода контроля сварных швов является расшифровка получившегося рисунка. Учитывается размер индикаторного следа, интенсивность окраски. Чем ярче цвет, тем глубже раковина, непровар, трещина. Данные заносятся в журнал проверок с указанием даты проведения диагностики, данных дефектоскописта.
Повторный капиллярный контроль
Вторичная диагностика необходима:
- когда есть сомнения в точности первичного контроля;
- после проведения ремонтных работ, перевара шва.
Важно очистить сварные швы, прилегающую зону от следов специальных жидкостей, используемых для первичной диагностики. При повторной проверке смеси не меняют. Пользуются теми же комплектами спецжидкостей.







