За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения. Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые). Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.

Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Варианты сварки швеллеров
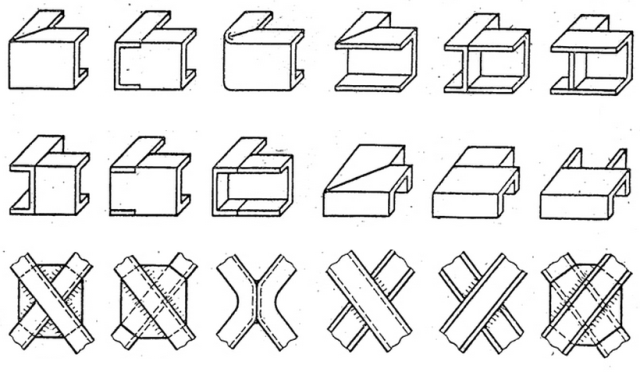
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.
Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 – 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
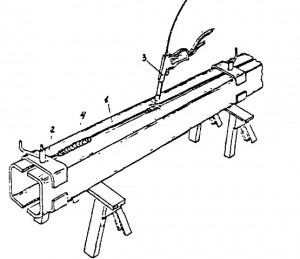
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.
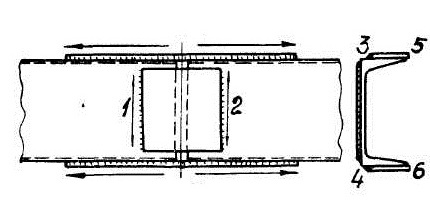
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.
Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.
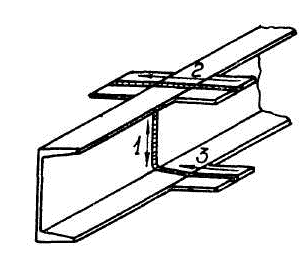
Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме. Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине. Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 – 3 мм, чтобы не пришлось счищать “горку” со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.







