Для создания систем водоснабжения, тепловых и канализационных сетей часто используют легкие полиэтиленовые трубы, рассчитанные на низкое давление (ПНД). Им не страшна коррозия, водоводы можно без дополнительного экранирования прокладывать под землей. Наибольшую популярность получили варианты сварки ПНД труб, герметичные швы намного надежнее резьбовых соединений.

Работа с оборудованием, которое применяется для сварки труб из полиэтилена, не требует специальных навыков. Разводку водоснабжения или систему водоотведения в частном доме реально сделать своими руками.
Особенности и применение
Пластиковые ПНД по ГОСТу разрешено использовать при транспортировке питьевой воды. Сохраняют герметичность и целостность структуры при нагреве до +90°С, не боятся промерзания грунта. Спокойно переносят воздействие агрессивной среды канализационных стоков, на внутренней гладкой поверхности не образуются известковые отложения. Трубопровод эксплуатируется без ремонта свыше 50 лет. Из пластика делается современная канализация, она не засоряется в стыках, легко чистится с помощью химических средств.
Выпускают ПНД различного диаметра, начиная с 10 мм. Из марки 80 монтируют инженерные сети диаметром до 90 мм. Для внутренней разводки нужны трубы меньшего размера, 2 или 32 мм, лучше выбирать изделия марки 100, у них хорошая пропускная способность, они удобно монтируются. ПЭ 63 используют в дренажных системах, коллекторах.
Способы соединения полиэтиленовых труб
При помощи разных способов получают разъемные и однородные соединения. Фланцевый применяется для монтажа ПНД большого диаметра с толстыми стенками, когда необходимо перейти к резьбовому соединению:
- с запорной арматурой;
- переходниками;
- клапанами,
- распределительными устройствами.
Другой способ получения разборного соединения – использование компрессионных фитингов. Обжимные резьбовые устройства используются при сборке водопроводных систем небольшого диаметра.
Высокотемпературные технологии основаны на методе диффузионного сцепления: пластик в месте соединения нагревается до температуры плавления. Сварка ПЭ труб широко применяется при монтаже водных сетей любого диаметра. Герметичное неразъемное соединение получают тремя способами:
- сваркой встык, когда торцы соединяют без использования дополнительных уплотнителей;
- в раструб, один конец делает чуть больше, получается кольцевое соединение двух поверхностей;
- с использованием электромуфт, они расплавляются в районе стыка, образуют диффузное соединение большой площади.
Стыковой метод
Сварка полиэтиленовых труб большого диаметра чаще делается стыковым методом. Концы располагают в специальных зажимных устройствах, выравнивающих трубы по направляющим. С помощью специальной пилы торцы выравниваются, плотно соединяются. Электронагреватель размягчает полиэтилен, когда он становится вязким, торцы сжимаются с определённым усилием, чтобы обеспечить герметичность.
Для сварки полиэтиленовых труб встык нужно специальное электрооборудование. Сварочный аппарат оснащен регулятором температуры нагрева пластика. Стыковой сваркой ПНД труб монтируют магистрали. Прочный шов не уменьшает гибкость водоводов.
Электромуфтовый способ
Высокотемпературное фитинговое соединение применяется там, где нет возможности соединить ПНД стыковым методом. Для электромуфтовой сварки труб ПНД нужен только переносной блок питания. Электромуфту подключают за клеммы, разогретый пластик плотно облегает стык. При муфтовом соединении важно не передержать провода на клеммах и оцентровать концы перед заправкой в нагревающийся фитинг, чтобы исключить перекос магистрали. Фитинги бывают с открытой и закрытой спиралью, различаются по диаметру и длине.
Сварка враструб
Этот метод используется при монтаже ПНД небольшого диаметра, применим в домашних условиях. При раструбной сварке полиэтиленовых труб нужны фитинги, в которые будут вставлять концы. Соединение враструб удобно использовать, когда в системе много поворотов, тройниковых стыков. Монтаж осуществляется сварочным аппаратом – паяльником. Одновременно нагревается наружная поверхность трубы и внутренняя часть фитинга. Когда пластик достигает температуры пластичности, части соединяются с усилием, чтобы во время сварки сцепление происходило во всей нагретой поверхности. Важно соблюдать температурный режим, чтобы поверхность прогревалась только на определенную глубину.
Разновидности сварочных аппаратов
По функциональному назначению аппараты для монтажа ПНД делятся на два класса:
- устройства, соединяющие ПНД встык или враструб;
- аппараты подключения электромуфт.
Основные части сварочных аппаратов для полиэтиленовых труб:
- трансформатор;
- мощностной модуль обеспечивает токоподачу необходимого напряжения;
- регулятор режима нагрева.
Аппараты для стыковой пайки
Модели паяльников конструктивно похожи, они бывают разной формы, размера, мощности. Есть универсальные агрегаты с механическим и гидравлическим приводом, они создают нагрузку при соединении ПНД большого диаметра.
Виды аппаратов стыковой пайки полиэтиленовых труб:
- Сварочное зеркало. Круглым нагревательным элементом сложно выполнить аккуратное соединение, ручной аппарат применяется при монтаже подземных или подвальных участков трубопроводов.
- Сварочный аппарат оборудован станиной, на нее крепится паяльник, центратор. Автоматический сварочный аппарат сжимает разогретые поверхности с помощью рычажного механического устройства или гидравлического привода. Аппараты подбираются по размеру свариваемых труб.
Пайка с помощью электромуфты
Аппараты для муфтовой сварки полиэтиленовых труб выпускают в двух модификациях: с ручной и автоматической регулировкой со сканером, считывающим маркировку. Они очень экономичные, легкие, удобны в транспортировке.
Вспомогательный инструмент
При монтажа трубопроводов кроме оборудования для сварки необходимо иметь:
- труборез гильотинного типа;
- калибровщик – инструмент, восстанавливающий профиль после транспортировки;
- фаскосниматель, им зачищают и выравнивают свариваемые торцы.
Технология и поэтапный процесс сваривания
- Предварительно зачищают торцевые поверхности, снимают все заусеницы, выравнивают срез. После этого пластик хорошо обезжиривают.
- Торцы труб после стыковки фиксируют в центраторе, допустимый зазор – 3 мм.
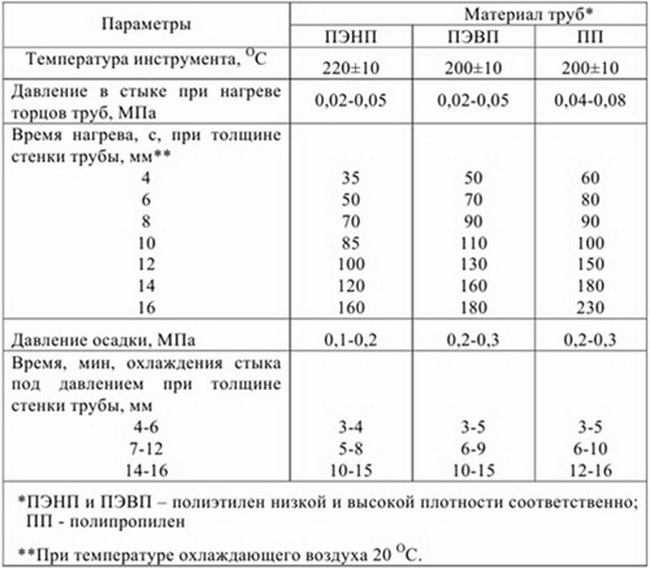
- В месте шва устанавливают разогретое сварочное зеркало; его нагревают, выставляя температурный режим согласно технологии, значение находят по таблицам, прилагаемым к инструкции зеркала.
- Концы с силой прижимают к горячему зеркалу.
- Затем ослабляют зажим центратора, вынимают паяльник.
- Разогретые поверхности сжимают с усилием, производится оно руками, рычажным или гидроусилителем.
Контроль качества швов
После сварки осматривают стык, шов должен иметь форму валика с симметричным наплывом пластика. Допускается небольшое смещение стенок, не более 10% от величины диаметра. На шве не допускаются трещины, пузыри и другие дефекты.
Контроль качества сварных соединений полиэтиленовых труб производится обязательно, от этого зависит срок службы водовода. Если валик образовался маленький, шов необходимо переделать, ошибка в том, что торцы были недостаточно разогреты или сжаты без усилия. Если валик пластика на шве слишком большой – паяльник в зоне стыка находился слишком долго. Такой шов недопустим на водоводах диаметром до 20 мм, он будет уменьшать просвет внутреннего сечения.
Параметры контроля качества швов
| Толщина стенки трубы, мм | Высота валика шва, мм | Ширина валика шва, мм |
|---|---|---|
| До 5 | 1,5 - 2,5 | 3 - 6 |
| 5 - 7 | 1,5 - 3,5 | 4 - 7,5 |
| 7 - 10 | 2 - 4,5 | 5,5 - 10 |
| 10 - 13 | 1,5 - 5 | 6,5 - 13 |
| 13 - 16 | 3 - 5,5 | 9 - 16,5 |
| 16 - 20 | 3,5 - 6,5 | 11 - 21 |
| 20 - 25 | 4,5 - 8 | 14 - 25 |
| 25 - 30 | 5 - 10 | 17 - 28 |
| 30 - 35 | 5,5 - 11 | 18 - 30 |
| 35 - 40 | 6 - 12 | 19 - 32 |







