Волоконно-оптические линии связи имеют высокую пропускную способность информационного сигнала. Их работа во многом зависит от качества соединения провода: чем лучше соединены волоски, тем меньше степень затухания сигнала в месте контакта. Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Сварка оптоволокна не требует специальных навыков, обучения. Достаточно следовать инструкции. Перед этим будет полезно узнать некоторые нюансы работы. При монтаже линий связи много времени уделяется подготовке кабеля к процессу сварки, для этого существует специальное оборудование.
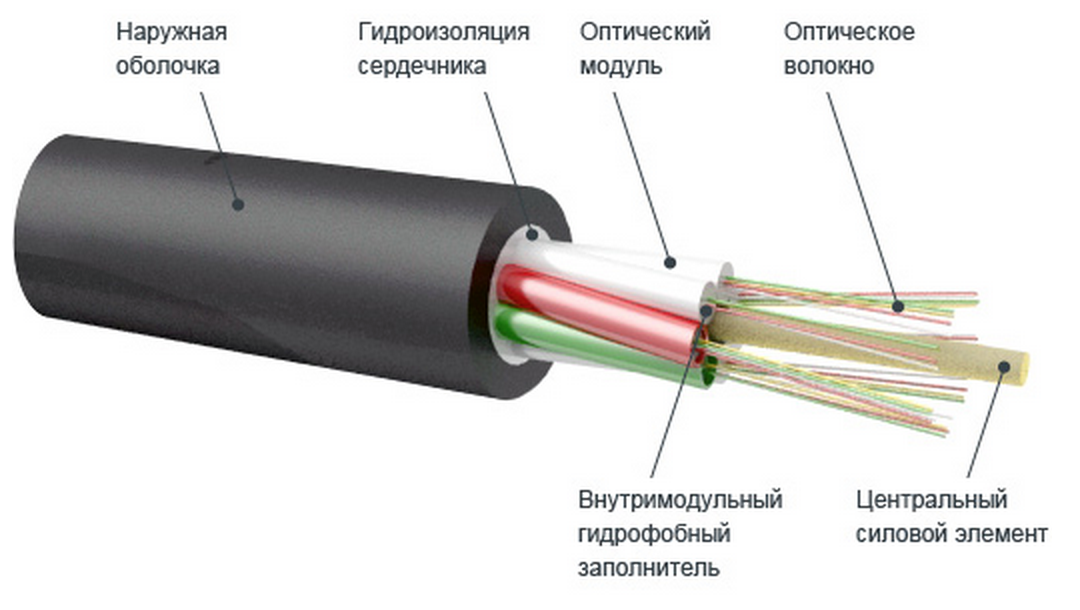
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.
Строение оптоволоконного кабеляИзоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Устройство и принцип работы сварочного оборудования
Сварка оптических волокон полностью автоматизирована, происходит без участия оператора. В прибор достаточно правильно заправить концы провода. Процесс соединения происходит под высокой температурой, нагрев обеспечивается электрической дугой. Сварочный аппарат для оптоволокна – сложное устройство, в состав которого входят следующие элементы:
- блок питания;
- преобразователь переменного тока в постоянный;
- материнская плата – мини-процессор, регулирующий процесс спайки;
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью;
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва;
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.
Сварочный аппарат оптоволокна выпускается нескольких модификаций. Основные различия моделей:
- по способу выравнивания концов кабеля (юстировка): по осевой линии или по V-образным направляющим;
- разновидности контроля точности процесса спайки;
- количеству свариваемых оптоволоконных жил.
Выбор сварочного аппарата
От способа соединения кабеля зависит степень затухания сигнала, качество линии связи. Надежный шов возможен при точном совмещении концов провода, поэтому предпочтение отдается приборам, выравнивающим волокно по центру. Аппарат для сварки оптоволокна выбирают по следующим параметрам:
- модификации свариваемого волокна, предпочтительнее универсальные модели;
- скорость спайки учитывает количество соединений за определенный временной интервал;
- способу выравнивания кабеля;
- комплектации.
Многофункциональные сложные аппараты не всегда себя оправдывают. Китайские модели стоят намного дешевле японских, а по качеству сварки провода они сопоставимы.

Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
- разъемные;
- неразъемные.
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.

Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс. Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.







