Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.

Особенности сваривания арматуры
Все способы крепления арматурных стержней регламентированы ГОСТ 14098-91. При создании решетчатых каркасов удается получать перекрестные соединения по прочности сопоставимые с арматурой. Предпочтительнее соединять прутки встык, наращивая до нужной длины. Прочность наращиваемых встык каркасов выше, чем при сварке арматурных стержней внахлест. Нарушается соосность, симметрия распределения нагрузки. Металл варят методом наплавки и расплавления. Надежность расплавленного соединения выше, чем у наплавки, но метод не применим на строительных объектах, при сварке арматуры на высоте.
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок. Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
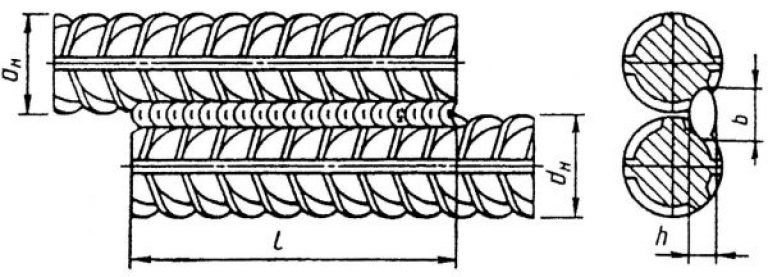
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).

Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.
Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.

Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест. Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
Учитывают размер прутков:
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.







