На поточном производстве сварочный автомат полностью заменяет опытного сварщика. С большой производительностью, без участия человека обеспечивает точное соединение деталей. Автоматическая сварка – полностью механизированная технология.
Аппарат самостоятельно поддерживает стабильное горение дуги, подает присадочную проволоку. Процесс происходит в закрытом корпусе. Оператор не подвергается воздействию вредных факторов. Автоматы-сварщики способны работать без перерывов и выходных. После программирования процедура сварки полностью контролируется в автоматическом режиме. При ускоренном процессе получаются качественные швы.
Сущность автоматической сварки
Процедуру автоматизации сварки по электродуговой технологии условно делят на несколько операций:
- обновление расплавляемого стержня в постоянном режиме;
- поддержание необходимых условий (подача флюса или защитного газа в рабочую камеру);
- равномерное движение дуги по заданной траектории с постоянной скоростью;
- формирование шовного валика.
https://youtu.be/y0BSMczH_Rs
При этом автомат контролирует:
- расстояние между кончиком электрода и свариваемым металлом до микрон;
- силу сварочного тока;
- скорость образования шва;
- глубину прогрева заготовки.
Автоматы различаются по:
- способу защиты рабочей зоны;
- движению сварочной дуги;
- количеству устанавливаемых электродов, их типу;
- роду рабочего тока.
При таком разнообразии аппаратов сущность процесса одинаковая.
Благодаря автоматическим установкам производителям удалось увеличить производительность и качество сварных соединений.
Виды сварочных автоматов
Исходя из функционала, в любом оборудовании с автоматической сваркой должны быть базовые элементы:
- источника тока инверторного типа, чтобы обеспечить стабильное горение дуги, поддерживающего нужные вольт-амперные характеристики;
- головки, заменяющей электрод;
- устройства, обеспечивающего движение головки или ванны расплава;
- механизированной подачи присадки;
- блок управления.
Все эти части собраны в едином корпусе. Необходимо предусмотреть стол для укладки заготовок. Устройство формирует шов за счет взаимного движения ванны расплава и головки. Одни из элементов закреплен жестко, другой подвижен. Разработано два типа автоматов:
- с равномерной (устанавливаемой) скоростью подачи присадки в рабочую зону;
- регулированием вращения подающих валиков в зависимости от напряжения дуги.
Саморегулирование происходит за счет удлинения дуги для снижения ампеража рабочего тока. Соответственно, при короткой дуге сила тока возрастает. Если преобразованный сигнал об изменении электродуги передавать на механизм вращения роликов, корректируется скорость подачи проволоки. В автоматах в постоянном режиме регулируется ампераж и вольтаж. Величина напряжения устанавливается на пульте управления, ток регулируется по внешним характеристикам источника питания.
Сварочный трактор
Первые установки для автоматической сварки создавались в годы СССР для тяжелого машиностроения. Электропривод одновременно подает крутящий момент на механизм подачи проволоки и ходовую часть аппарата. Дополнительно монтируется бункер для подачи флюса, бобина для проволоки. Головка с тугоплавким электродом закреплена стационарно в нижней части трактора, вблизи оси, проходящей по центру тяжести сварочного устройства.

Автомат устойчиво движется по свариваемой поверхности или рельсовым направляющим. Устройство применяется для изготовления и ремонта габаритных емкостей, демонстрирует высокую производительность.
Подвесное оборудование
Сварочные автоматы выпускают двух типов:
- стационарные с неподвижно закрепленным электродом, генерирующим дугу;
- передвижные, оборудованные тележками.
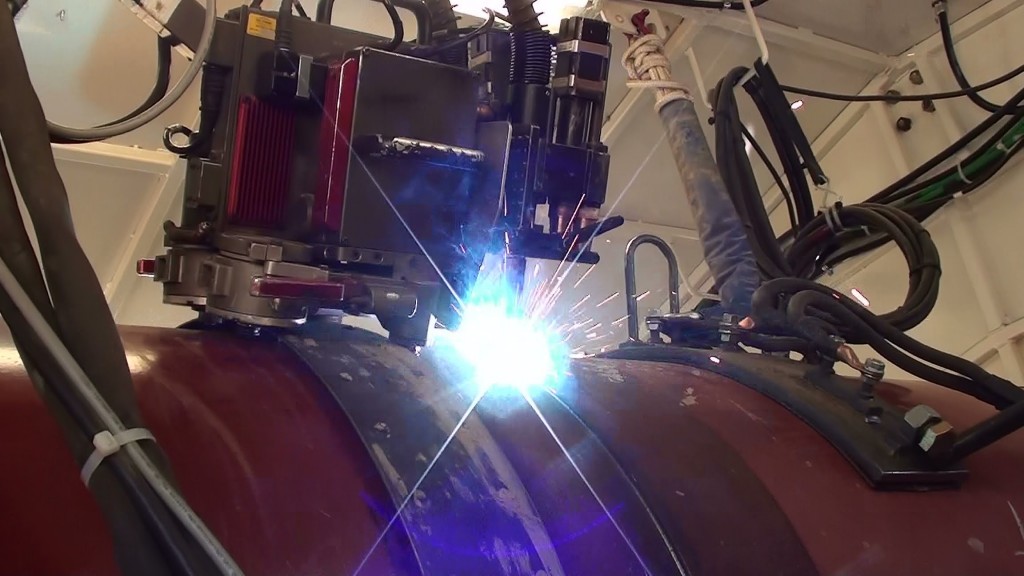
Первые применяются для соединения труб или других вращающихся вокруг оси заготовок. Самоходные нужны для формирования длинных швов. Область применения подобных автоматов обширна, например изготовление сварного проката или наплавка крупногабаритных деталей. Подвесное оборудование используется в робототехнике, оснащается манипуляторами.
Продвигаясь по заданной траектории на недоступных человеку скоростях, автоматическая сварка обеспечивает достойный уровень качества сварных соединений.
Используются для однослойной или многослойной сварки деталей различной толщины с разделкой кромок или без, внахлест или встык. Автоматы выполняют угловые, кольцевые прямые швы.
Технология автоматической сварки
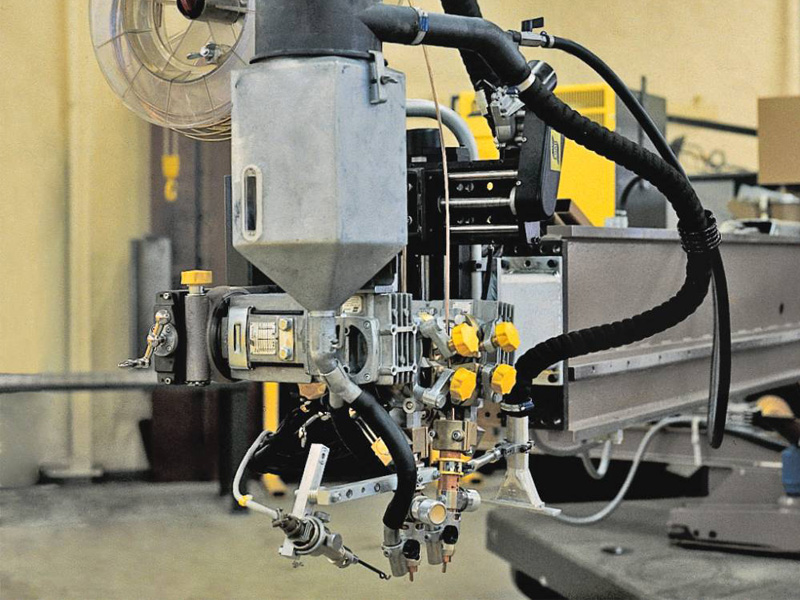
Главный узел аппарата – токопроводящая сварочная головка. Осуществляется подача:
- присадки;
- разряда, формирующего электрическую дугу.
Автоматическая сварка чаще производится с использованием присадочной проволоки, закрепляемой на бобине или катушке. За счет роликовой системы устанавливается траектория движения, скоростной режим. Предварительно присадка выпрямляется, затем поступает в направляющий мундштук, который в процессе работы размещается над рабочей зоной.
Автоматическим сварочным аппаратом дуга формируется по тому же принципу, что у ручного – при замыкании электрода на поверхности детали происходит пробой заряда. Контакт и электродуга расположены так, что присадка выполняет функцию короткого плавящегося электрода. За счет непрерывной подачи проволоки длина токопроводящего отрезка остается неизменной.
Сварочная зона обширная, зависит от марки оборудования. При правильной настройке не возникает перегрева металла или мундштука. Инверторный источник питания способен зажигать дугу без контакта дуги и заготовки. Когда длина электродуги фиксированная, исчезает риск залипания электрода при коротком залипании по капле. Металл стабильно поступает в ванну расплава. При падении капли проволока на холостом ходу движется назад, увеличивая дистанционный разрыв, необходимый для поддержания электроразряда. Вручную подобную стабильную работу обеспечить невозможно.
Преимущества и недостатки
Визуально швы по автоматической технологии намного ровнее, чем ручной. Сварка автомат обладает другими достоинствами:
- Перед ручной дуговой, сварочное оборудование необходимо долго настраивать, регулировать параметры тока, напряжения. Использование электронных систем ускоряет настроечный процесс.
- Производительность автоматов в разы выше, чем у бригады сварщиков. Не нужны перерывы на отдых, качество не зависит от профессионализма.
- Снижается объем отходов. Количество испорченных деталей зависит от правильности настройки аппаратов, а не от человеческого фактора.
- Стабильный сварочный шов. Сварка автоматами ценится за аккуратные ровные шовные валики одинаковой высоты без разрывов и наплывов.
- Экономичность: расход проволоки ограниченный, меньше энергопотерь из-за разбрызгивания, угара.
- Возможность варить металл:
- в труднодоступных для человека местах;
- замкнутых пространствах;
- вредных условиях: повышенной загазованности, некомфортной для человека температуре.
Теперь о недостатках сварки автоматом:
- низкая маневренность;
- необходимость перестройки при смене операций;
- высокая стоимость оборудования.
По этим причинам сварочные автоустройства не могут полноценно заменить сварщиков.







