Перед пайкой металлов необходимо с соединяемых поверхностей удалить оксидную пленку. Для этого используют флюсы, которые в процессе нагрева также должны защищать металл от окисления. Этим требованиям полностью соответствует бура для пайки тугоплавкими припоями.
Что такое бура
Это минерал, состоящий из бесцветных кристаллов с матовым блеском, который добывают в отложениях водоемов с высокой концентрацией солей. Широко используется для бытовых и промышленных нужд, в том числе как высокотемпературный флюс. Твердая бура плавится при температуре 750 – 900⁰C. Для получения более мягкого флюса ее растворяют в воде. Тогда температура плавления зависит от концентрации раствора.
Бура нужна для очистки деталей от окисных и жировых пленок, загрязнений. С ее помощью паяют детали из стали, чугуна, меди и ее сплавов. В быту и на производстве заготовки соединяют медными или латунными припоями, в ювелирном деле ― серебряными или золотыми.
Плюсы и минусы
К достоинствам флюса бура относят:
- доступность и низкую цену по сравнению с аналогичными материалами;
- отсутствие деформации деталей, так как основной металл не плавится;
- соединение металла с неметаллом;
- возможность паять детали с разной начальной температурой;
- легкость распайки при демонтаже;
- повышение производительности капиллярной пайки;
- высокое качество швов, выполненных даже новичком;
- длительное время хранения флюса.
Из недостатков отмечают:
- необходимость механической очистки поверхности от солей, которые выделяются при нагреве буры и после остывания оседают на металле;
- высокую гигроскопичность, поэтому флюс отсыревает даже в плотно закрытой емкости;
- сложность определения для новичков оптимальной пропорции.
Состав бура и химические свойства
Бура состоит из натриевой соли и сильного основания (воды, натра). Химики называют ее кристаллогидратом соли натрия тетраборной кислоты из класса боратов. При содержании в составе 10 молекул воды название меняется на декагидрат тетрабората натрия. Встречается разновидность с пятью молекулами воды. При переводе на обычный язык бура ― это соль с оболочкой из 5 или 10 молекул воды.
При нагреве до 64⁰C декагидрат начинает плавиться с постепенной потерей воды. После полного обезвоживания при 380⁰C образуется тетраборат, который плавится при температуре больше 750⁰C. Постепенность плавления объясняется наличием воды внутри кристаллогидрата. При горении бура приобретает прозрачность, образуя стекловидную массу. Для увеличения активности в состав флюса бура для пайки добавляют борную кислоту, хлористый барий или натрий. Пропорции зависят от решаемых задач. Твердые компоненты обычно смешивают при соотношении 1:1, перетирают в фарфоровой посуде или из другого материала, но чтобы стенки не впитывали смесь.
https://youtu.be/7vKesnJa-IM
Разновидности
По внешнему виду бура подразделяется на 2 типа:
- Твердый в виде мелкозернистого порошка белого цвета. Для защиты от влаги продается в герметичной упаковке. Порошок в необходимом количестве удобно накладывать на соединяемые поверхности, поскольку флюс не растекается.
- Разведенный. Это растворенная в жидкости бура, которую можно применять для пайки цветных металлов при низкой температуре. Маленькие детали просто окунают в раствор, что удобно при работе с ювелирными изделиями, проводами, клеммами электроприборов. По эффективности разведенный флюс практически равен твердому.
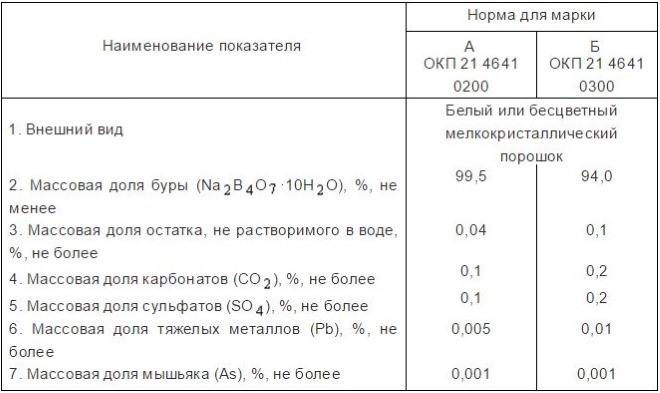
В зависимости от качества марка обозначается буквой:
- А – состоит из 99,5% декагидрата и 0,5% примесей. Применяют для фритта, фаянса и т. д.
- Б – содержание примесей до 6%. Используют для работы с глазурью, эмалью, сантехническим оборудованием.
Для пайки лучше использовать марку Б, так как она соответствует всем требованиям. Да и цена меньше.
Срок хранения обеих марок не больше 6 месяцев.
Как паять бурой
Пайку несложно выполнить самостоятельно. На промышленных предприятиях работу выполняют на паяльных станциях. Пайку начинают с подготовки поверхности деталей. Въевшуюся грязь счищают металлической щеткой или наждачной бумагой. Оксидную пленку и жир растворит бура при нагревании. При подготовке медных труб зачищают внутреннюю и внешнюю сторону стенок.
Затем на место соединения насыпают тонкий слой порошка или кисточкой наносят подогретый раствор. Флюс с просроченным сроком хранения предварительно переплавляют с последующим дроблением до состояния порошка. Пайка бурой должна выполняться при температуре не меньше 400⁰C. Этого достаточно для соединения даже железных заготовок, если для пайки используется бура, смешанная с борной кислотой.
Детали нагревают паяльной лампой или газовой горелкой, оставляя зазор между ними. Место пайки также можно нагревать сварочным аппаратом, используя угольный или графитовый электрод. Когда бура растечется ровным слоем и приобретет синеватый оттенок, зазор заполняют расплавленным припоем. Если при пайке насыпать флюс с избытком соединение, будет некачественным из-за неравномерного растекания припоя. Конкретных рекомендаций по этому вопросу нет, так как количество зависит от вида металла и размера шва. Мастера со стажем определяют дозировку флюса исходя из опыта.
После остывания на шве не должно быть капель припоя. Выступивший флюс и образовавшиеся соли счищают опять же металлической щеткой или наждачной бумагой. Если место пайки перегреть или пользоваться некачественным флюсом на соединении образуется черная корка из шлаков.
Пайку необходимо выполнять в хорошо проветриваемом помещении, поскольку при нагреве бура выделяет большое количество дыма. Работу выполняют в перчатках, чтобы флюс не попал на кожу. На производстве качество пайки проверяют методами неразрушающего и разрушающего контроля. Самостоятельно дефекты можно обнаружить визуальным осмотром соединения через лупу.







